½CrMoV main steam pipework and related components, welded with 2¼CrMo
Objective:
Minimisation of the risk of reheat cracking, by identification of the controlling factors
Approach:
Review of service experience
Inter-laboratory investigation of weld geometry, weld procedure and materials composition, including modelling and mechanical testing
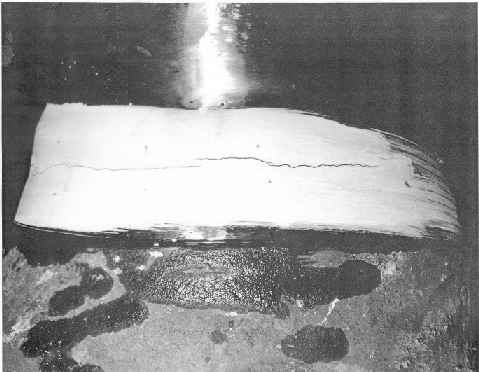
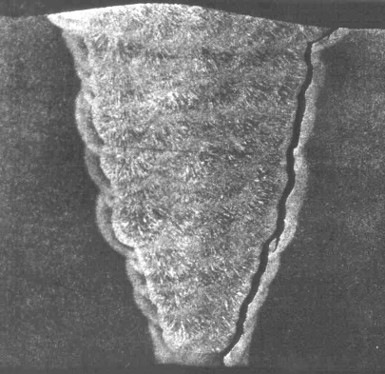
Reheat crack in a 0.5CrMoV pipe welded with 2.25CrMo
Benefits:
Revised specification of residual element levels, especially for critical components
Redesign of weld geometries, especially terminal welds
Modifications to welding procedures, including revised specification of consumables
Published:
Brear, J.M.
“Weld life prediction – building on experience”
International VDI Conference ‘Alloys in Power Plant Technology’, Berlin 11-12 November 2014
Brear, J.M.
“Stress relief embrittlement - revisited”
ECCC Int Conf ‘Creep and Fracture in High Temperature Components – design and life assessment’ EMPA, Zurich, 21-23 April 2009
Batte, D.A., Brear, J.M., Holdsworth, S.R., Myers, J. and Reynolds, P.E.
“The effects of residual elements and deoxidation practice on the mechanical properties and stress relief cracking susceptibility of ½%CrMoV turbine castings”
Conf ‘Residuals, Additives and Materials Properties’, Royal Society, May 1978
Phil Trans R Soc, London, A295, 1980, pp.253-264